现在是:
试卷总分:40.0
您的得分:
考试时间为:
点击“开始答卷”进行答题


 14.4mm的通孔有______个,加工这几个14.4mm的通孔所运用的设备有______。14.4mm的导柱孔与斜槽的加工顺序是:14.4mm的导柱孔,然后再加工斜槽。8.00mm的斜销孔有______个,请用笔在斜销孔处涂黑表示。
14.4mm的通孔有______个,加工这几个14.4mm的通孔所运用的设备有______。14.4mm的导柱孔与斜槽的加工顺序是:14.4mm的导柱孔,然后再加工斜槽。8.00mm的斜销孔有______个,请用笔在斜销孔处涂黑表示。 mm×
mm× mm,之后磨平面至尺寸
mm,之后磨平面至尺寸 mm,保证平面与端面之间互成直角,平面与平面之间平行。28mm和4×14.4mm及2×16mm、2×12mm孔的中心位置,同时确定2×8mm斜孔的位置,并打样冲(若用数控铣分中可省此工序)。28mm台阶孔、4×14.4mm、2×16mm、2×12mm通孔以及2×8mm斜孔,之后用2mm钻头钻出中间两方口处线切割的穿线孔。40mm深8.5mm台阶孔。14.4mm侧面孔。
mm,保证平面与端面之间互成直角,平面与平面之间平行。28mm和4×14.4mm及2×16mm、2×12mm孔的中心位置,同时确定2×8mm斜孔的位置,并打样冲(若用数控铣分中可省此工序)。28mm台阶孔、4×14.4mm、2×16mm、2×12mm通孔以及2×8mm斜孔,之后用2mm钻头钻出中间两方口处线切割的穿线孔。40mm深8.5mm台阶孔。14.4mm侧面孔。 mm销孔。
mm销孔。 8mm的圆孔,加工这两处时,应先加工______,再加工______8mm的圆孔 斜面6.7mm10mm的铣刀)。
8mm的圆孔,加工这两处时,应先加工______,再加工______8mm的圆孔 斜面6.7mm10mm的铣刀)。 mm×
mm× mm,之后磨平面至尺寸
mm,之后磨平面至尺寸 mm,保证平面与端面之间互成直角,平面与平面之间平行。30mm和4×M8及2×8mm中心位置,同时确定2×8mm斜孔的位置,并打样冲(若用数控铣分中可省此工序)。30mm台阶孔、4×6.7mmM8螺纹底孔、2×8mm不通孔以及2×8mm斜孔(8mm斜孔的加工也可采用热处理后线切割)。46mm深8.5mm台阶孔。
mm,保证平面与端面之间互成直角,平面与平面之间平行。30mm和4×M8及2×8mm中心位置,同时确定2×8mm斜孔的位置,并打样冲(若用数控铣分中可省此工序)。30mm台阶孔、4×6.7mmM8螺纹底孔、2×8mm不通孔以及2×8mm斜孔(8mm斜孔的加工也可采用热处理后线切割)。46mm深8.5mm台阶孔。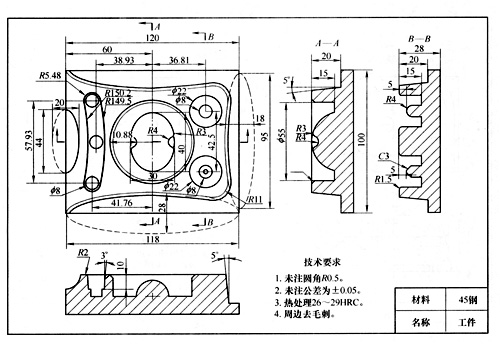 22.00mm和8.00mm的定位基准是______。16mm铣刀粗加工,背吃到量为0.5mm,转速为1500r/min,然后用6mm、R3mm球头铣刀精加工,步距为0.05mm,转速为4500r/min55mm里面的余量粗加工,留0.2mm余量,选用6mm的铣刀,背吃刀量为0.25mm,转速为2000r/min,进给速度为1500mm/min。6mm铣刀,把55mm与椭圆40mm×30mm之间的余量进行精加工,用挖槽方式把底部精加工完成。用外形精加工方式加工外形,每次背吃刀量为5mm,转速4200r/min,进给速度为1000mm/min。6mm、R3mm球头铣刀,精加工半椭圆,用平行式加工方法,步距为0.08mm,转速为4300r/min,进给速度为1200mm/min(以上参数随刀具材料的不同而不同)。
22.00mm和8.00mm的定位基准是______。16mm铣刀粗加工,背吃到量为0.5mm,转速为1500r/min,然后用6mm、R3mm球头铣刀精加工,步距为0.05mm,转速为4500r/min55mm里面的余量粗加工,留0.2mm余量,选用6mm的铣刀,背吃刀量为0.25mm,转速为2000r/min,进给速度为1500mm/min。6mm铣刀,把55mm与椭圆40mm×30mm之间的余量进行精加工,用挖槽方式把底部精加工完成。用外形精加工方式加工外形,每次背吃刀量为5mm,转速4200r/min,进给速度为1000mm/min。6mm、R3mm球头铣刀,精加工半椭圆,用平行式加工方法,步距为0.08mm,转速为4300r/min,进给速度为1200mm/min(以上参数随刀具材料的不同而不同)。 12mm、R6mm 3500~5500r/min 800~1500mm/min12mm铣刀把周围的余量加工完成。腔内的斜圆弧用一把成形刀加工完成。4mm铣刀,背吃刀量为0.25mm,进给速度为1500mm/min,转速为2800r/min。4mm铣刀精加工凹槽底部,用挖槽方式加工时,选用进给速度为500mm/min,转速4600r/min。4mm铣刀精加工凹槽外形,用外形铣削方式加工,选用背吃刀量为2.5mm,进给速度为500mm/min,转速4600r/min。4mm铣刀精加工五角星上的曲面,用径向式放射加工方法,选用进给速度为500mm/min,转速4500r/min。
12mm、R6mm 3500~5500r/min 800~1500mm/min12mm铣刀把周围的余量加工完成。腔内的斜圆弧用一把成形刀加工完成。4mm铣刀,背吃刀量为0.25mm,进给速度为1500mm/min,转速为2800r/min。4mm铣刀精加工凹槽底部,用挖槽方式加工时,选用进给速度为500mm/min,转速4600r/min。4mm铣刀精加工凹槽外形,用外形铣削方式加工,选用背吃刀量为2.5mm,进给速度为500mm/min,转速4600r/min。4mm铣刀精加工五角星上的曲面,用径向式放射加工方法,选用进给速度为500mm/min,转速4500r/min。

 深色:已答题 浅色:未答题
深色:已答题 浅色:未答题